製造現場で「不良率を下げろ」という言葉を、
何度聞いてきたかわからない。
でも、掛け声だけでは何も変わらない。
私がそれを身をもって知ったのは、
課長に任命された2019年のことだった。
当時の不良率は、
決して低くない水準にあった。
改善活動と称した取り組みは
過去にも行われていたが、
定着しないまま現場は同じ課題を
繰り返していた。
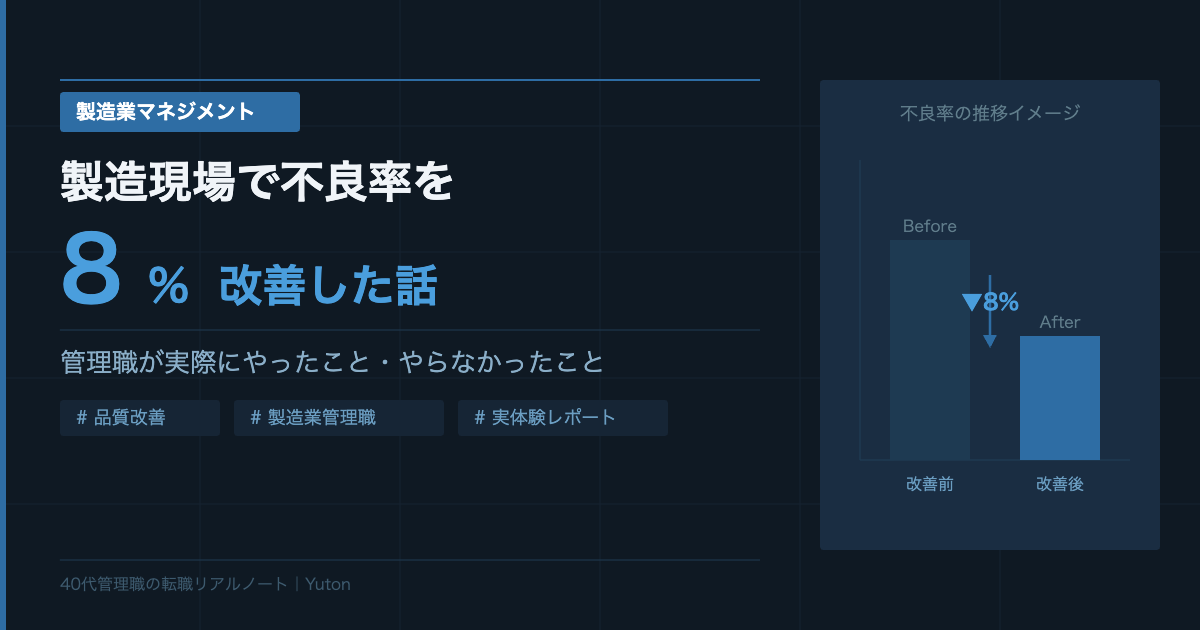
そこから約6年をかけて、私たちは不良率を8%改善した。
「8%」という数字だけを見れば、
大したことはないように思えるかもしれない。
だが製造現場でこの数値を動かすことがどれだけ難しいか、
同じ立場にいる人なら分かってくれると思う。
今回は、その改善を実現するために現場で実際にやったこと、
そして意外かもしれないが意識的にやらなかったことを、
できる限り正直に書いていく。
まず「見える化」から始めた——数字を現場の言葉に変える
改善活動が空回りする現場には、共通した特徴がある。
「不良が出た」という事実は認識されているのに、
「どこで」「なぜ」「どのくらい」が現場に届いていないのだ。
私が最初に手をつけたのは、工程データの見える化だった。
不良の発生タイミング、
工程パラメータとの相関、
作業者ごとのバラツキ、
これらをデータとして蓄積し、
グラフや管理図(SPC管理)の形で現場に貼り出した。
難しいことは何もしていない。
ただ、「数字を現場の言葉に変える」という作業を、
地道に続けた。
最初、現場のメンバーは
「また管理職が資料を作った」という目で見ていたと思う。
でも、自分たちの仕事が数字で見えるようになると、
少しずつ変化が起きた。
「あの工程、最近バラツキが増えてないか」
という声が、自然に出てくるようになった。
見える化の目的は、
管理のためではなく、気づきのためだ。
この順番を間違えると、データは「提出物」になってしまう。
「再発防止」の形骸化を断ち切る
製造現場に長くいると、
「再発防止策」というものの虚しさを感じることがある。
トラブルが起きる。
報告書を書く。
対策を決める。
しばらくすると同じことが起きる。
この繰り返しを、私自身も何度も経験してきた。
なぜ再発するのか。理由は一つだ。
「対策」が「手順の追加」で終わっているからだ。
人は手順を増やせば増やすほど、
それを守れなくなる。
ましてや、その手順が「なぜ必要か」を理解していなければ、
忙しい時には省略される。
私が変えたのは、再発防止の考え方そのものだった。
「この作業ミスはなぜ起きたか」
を掘り下げる時、手順の問題で終わらせずに
「なぜその手順通りにできなかったのか」まで問うようにした。
作業環境の問題か、
設備の問題か、
教育の問題か、
それとも手順書自体がわかりにくいのか。
そうして導き出した対策には、
「仕組みで防ぐ」という発想を取り入れた。
センサーの設置、治具の改良、作業動線の変更、
人に依存しない仕掛けを優先した。
手間はかかる。
報告書一枚で終わらせるより、
何倍も時間がかかる。
でも、再発を止めるためにはそこまでやるしかなかった。
物性バラツキの低減——「職人技」を標準化する難しさ
繊維の製造では、
製品の物性(風合い、強度、外観など)が
バラつくことが品質問題に直結する。
そしてこのバラツキは、
設備の問題だけでなく、
作業者ごとの微妙な違いから生まれることが多い。
ベテラン作業者が「感覚」でやっていることを、
どう言語化して標準化するか。
これは、製造現場の永遠の課題だと思う。
私が取り組んだのは、
まずその「感覚」を観察することだった。
ベテランが何を見て、
何を判断しているのかを横で見続け、
言葉で聞き、記録した。
「この状態の時に調整が必要」
「この色になったら次の工程へ」
そういった暗黙の判断基準を、
一つひとつ作業標準書に落とし込んでいった。
完璧にはならないが、
「誰でも同じ判断ができる状態に近づける」こと
が目標だった。
同時に、SPC管理を使って
工程の異常を早期に検知できる体制を整えた。
バラツキが大きくなり始めた段階で気づける仕組みがあれば、
不良品として完成してしまう前に手が打てる。
意識的に「やらなかったこと」——改善活動を続けるための判断
ここからは、少し違う話をしたい。
不良率の改善を進める中で、
私が意識的にやらなかったことがある。
それは、「目標数値を大きく掲げること」だ。
経営層や上位管理職から
「不良率を半分にしろ」
という目標を求められることがある。
気持ちはわかる。
インパクトのある数字を示したい。
でも現場を知っている人間として、
私はその設定を避けた。
なぜか。
達成できない目標は、
現場のモチベーションを下げるだけだからだ。
製造現場の改善は、一朝一夕では動かない。
データを取り、
原因を掘り下げ、
対策を実施し、
効果を確認し、
また次の課題に移る。
この地道なサイクルを回し続けることでしか、
数字は動かない。
私が設定したのは、
「今期中に、この工程の不良率を○%減らす」
という、小さくて具体的な目標だった。
達成できた時の手応えが、
次の改善活動への推進力になる。
もう一つ、やらなかったことがある。
それは、「改善活動を特定の人に任せること」だ。
品質担当や改善担当という役割の人間だけが動く改善活動は、
その人が異動した瞬間に止まる。
私が目指したのは、
現場のメンバー全員が「自分たちの問題」として向き合う状態だった。
そのために、データの共有も、対策の検討も、
できる限り現場を巻き込んでやった。
8%という数字の重さ
最終的に、不良率は8%改善した。
正直に言うと、
この数字に辿り着くまでに
何度も「本当に変わるのか」と思った瞬間があった。
データを見ても改善が見えない時期、
同じミスが繰り返される時期、
メンバーの疲弊を感じる時期、
そういう局面を何度も乗り越えてきた結果だ。
振り返って思うのは、
改善活動に近道はないということだ。
派手な施策より、地味な継続。
大きな目標より、小さな達成の積み重ね。
これに尽きる。
製造現場でマネジメントをしている方に、
この経験が少しでも参考になれば嬉しい。
まとめ:不良率改善で実際に効いた3つのこと
工程データの見える化
数字を「管理のツール」ではなく「現場の気づきのツール」として使う
再発防止の仕組み化
手順の追加ではなく、人に依存しない仕掛けで防ぐ
小さく具体的な目標設定
達成体験の積み重ねが、改善活動を持続させる
そして、意識的にやらなかったこと——
- 達成できない大きな目標を掲げること
- 改善活動を一部の人間だけに任せること
製造業の管理職として、現場でできることはまだまだあると感じている。このブログでは今後も、転職のリアルだけでなく、製造現場のマネジメントについても書いていきたいと思っている。
▼ 合わせて読みたい記事
40代管理職の職務経歴書には、独特の書き方があります。製造業の実績を言語化するテンプレートと実例をnoteにまとめました。
▶︎ 40代管理職のための職務経歴書テンプレ(¥480)
コメント